Introduction
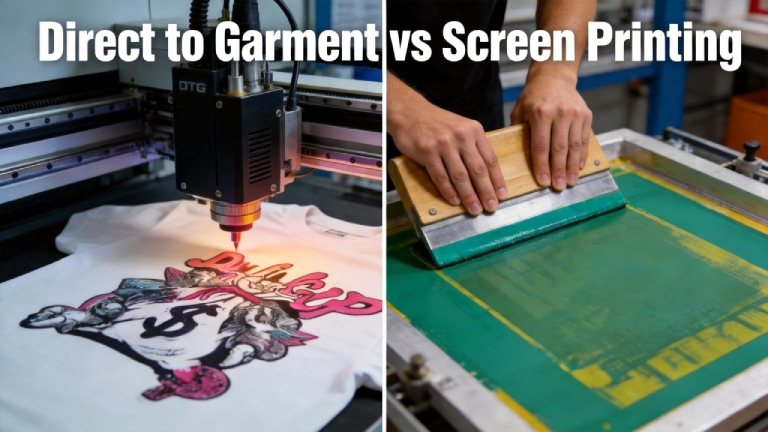
The debate between direct to garment (DTG) printing and screen printing is one of the most common conversations in the custom apparel industry. Both methods produce high-quality results, but they serve fundamentally different use cases. Choosing the wrong method for your order type can mean higher costs, longer turnaround times, or print quality issues.
This article breaks down the key differences across every dimension that matters — from cost structure and setup requirements to print quality, fabric compatibility, and scalability — so you can make a confident, informed decision.
How Each Technology Works
Direct to Garment (DTG) Printing
DTG uses inkjet-based technology to print directly onto fabric. Designs are sent digitally to the printer, which deposits water-based inks onto the garment surface. There are no physical screens, stencils, or film separations required. Setup is virtually instant, making it ideal for short runs and one-off custom orders.
Screen Printing
Screen printing uses a stencil-based process. Each color in a design requires its own screen (a mesh frame coated with emulsion). Ink is forced through the screen onto the garment using a squeegee. The process produces vivid, long-lasting prints with exceptional color vibrancy — but the setup time and per-color cost make it best suited for larger production runs.
Cost Comparison: DTG vs Screen Printing
Cost is often the deciding factor. Here is how the two methods compare:
| Factor | DTG Printing | Screen Printing |
| Setup Cost | Low (no screens needed) | High (per screen per color) |
| Per-Unit Cost (small run) | Lower | Higher due to setup amortization |
| Per-Unit Cost (large run) | Moderate | Lower — setup cost spreads over more units |
| Color Count Cost | No impact — unlimited colors same price | Each color adds setup cost |
| Break-Even Point | 1–50 units | 50–100+ units typically |
Print Quality
DTG Quality
DTG excels at photographic prints, gradients, and designs with unlimited colors. The ink is absorbed into the fabric fibers, creating a soft hand feel. However, white ink prints on dark garments can sometimes appear slightly duller than spot-color screen prints.
Screen Print Quality
Screen printing produces exceptionally vivid, opaque colors, especially on dark garments. Specialty inks — such as metallics, neons, and puff inks — are not available in DTG. Screen prints typically feel slightly raised above the garment surface due to the ink layer thickness.
Order Quantity: When Each Method Wins
- 1–24 units: DTG is clearly more cost-effective, with no setup fees
- 25–50 units: DTG still often wins, especially for multi-color or photographic designs
- 51–100 units: Cost parity zone — compare quotes based on color count
- 100+ units: Screen printing typically becomes the better value per unit
Fabric Compatibility
DTG works best on 100% cotton and high-cotton blends. Screen printing is more versatile across fabric types, including polyester, nylon, and blended materials. For synthetic-heavy garments, DTF (Direct to Film) printing often outperforms both DTG and screen printing.
Turnaround Time
DTG orders can be produced same-day or within 24 hours for small quantities. Screen printing requires screen preparation, which typically adds one to three business days before production begins.
Which Should You Choose?
The right answer depends on your business model:
- Choose DTG if: you run print-on-demand, sell custom one-offs, or need fast turnaround on small quantities with complex designs
- Choose screen printing if: you produce large uniform batches with few colors, need specialty inks, or want the lowest possible per-unit cost at volume
- Consider both: many successful print shops operate DTG and screen printing in parallel to serve different customer needs
FAQ: DTG vs Screen Printing
Q1: Is DTG better quality than screen printing?
Neither is universally better — they excel in different areas. DTG is superior for full-color photographic and gradient designs. Screen printing produces more vibrant, opaque spot colors and supports specialty ink effects DTG cannot replicate.
Q2: At what quantity does screen printing become cheaper than DTG?
The break-even point depends on ink colors and design complexity. Generally, screen printing becomes more cost-competitive above 50–100 units, particularly for simple one- to four-color designs.
Q3: Can you combine DTG and screen printing?
Yes. Some print shops use screen printing for the primary design and DTG for personalized elements such as names or numbers. Hybrid workflows can maximize efficiency and quality.
Q4: Does DTG printing last as long as screen printing?
Screen prints are generally considered more durable over many wash cycles. However, properly cured DTG prints on 100% cotton can maintain acceptable quality through 40–60 wash cycles when laundering instructions are followed.
Q5: Which method is better for dark shirts?
Screen printing traditionally offers more vibrant results on dark garments. DTG can achieve competitive results on dark fabrics using white ink underbasing and pretreatment — but quality depends heavily on equipment calibration and pretreatment technique.
Q6: Is screen printing or DTG better for small businesses?
For small businesses focused on custom, on-demand, or personalized orders, DTG is typically the more accessible entry point due to lower setup costs and no minimum quantities. Screen printing suits businesses with established wholesale or bulk order channels.