Dye Sublimation Printer for Shirts
Build a complete dye sublimation printing line for polyester shirts, sportswear and custom apparel. Produce seamless, full-color designs with a soft hand feel, strong wash durability and scalable output.
T-shirt manufacturers
Sportswear brands
Custom apparel suppliers
Why Choose Dye Sublimation for Shirt Printing?
Screen printing, DTG, and vinyl heat transfer each have their place — but for polyester shirts requiring full-bleed graphics and long-term wash durability, dye sublimation is the technology most apparel manufacturers choose.
Shirt Types Suited to Dye Sublimation Printing
Dye sublimation is ideal for polyester-based shirts where all-over color, breathability and wash durability matter. For the best color vibrancy and durability, use fabrics with at least 65% polyester content.
Sports jerseys & team uniforms
Football, basketball, volleyball, and esports jerseys. Full-body sponsor graphics and number printing on lightweight polyester.
Why sublimation: All-over printing with no extra cost for multiple colors or complex sponsor logos.
Cycling & running apparel
Tight-fitting performance garments where print durability and fabric breathability are both critical requirements.
Why sublimation: Ink is inside the fibre — no surface layer to crack or peel under stretching or friction.
Casual & fashion T-shirts
Short-run fashion drops, artist collaborations, and custom print-on-demand. Complex artwork reproduced at photographic quality.
Why sublimation: No screen setup cost — design iteration is fast and economical at any quantity.
Promotional & branded shirts
Corporate event shirts, trade show giveaways, and branded uniform programmes. Fast turnaround, consistent color across large batches.
Why sublimation: RIP software ensures color consistency across the full print run — critical for brand standards.
Swimwear & activewear
Competitive swimwear, gym apparel, yoga wear. Prints must withstand chlorine, salt water, and repeated stretching.
Why sublimation: Sublimation prints are chlorine-resistant and stretch with the fabric — no adhesion failure under stress.
Esports & gaming jerseys
Team jerseys, tournament uniforms, and fan merchandise for gaming organisations. Small runs with individualised player names and numbers.
Why sublimation: Variable data printing per piece requires no additional setup — player names and numbers change digitally.
Common Shirt Printing Challenges Solved by Dye Sublimation
Apparel manufacturers evaluating sublimation often face the same operational questions. Here is how the technology helps solve them.
Screen printing charges per color and requires separate screens for each, making complex multi-color and photographic designs prohibitively expensive. Dye sublimation uses four-channel CMYK inksets to reproduce unlimited colors, gradients, and photographic detail in a single pass — with no per-color surcharge and no screen preparation time. Design complexity does not affect production cost.
Heat-transfer vinyl and plastisol screen prints sit on the fabric surface as a distinct layer. Over time, particularly with industrial washing, these layers delaminate — producing the cracking and fading that shortens product life. Sublimation ink converts to a gas under heat and diffuses into the polyester fibre structure itself. There is no surface layer to fail. Colour and sharpness are maintained across hundreds of wash cycles under normal industrial laundering conditions.
Screen printing setup costs (film positives, screen coating, registration, wash-out) can make runs under 50–100 pieces economically unviable. Sublimation has zero plate or screen costs. The same printer, ink, and RIP setup handles a single sample and a 1,000-piece production run identically. Short runs, samples, and on-demand e-commerce fulfilment all carry the same low per-unit cost structure.
When colour approval requires physical screens to be remade, even minor design changes add days or weeks to the sampling process. With sublimation, design changes are made in the RIP software and a revised sample can be printed within hours. Colour management via ICC profiles ensures that approved digital colours reproduce accurately on fabric — reducing approval rounds and accelerating time to market.
Printing directly onto assembled garments limits design placement and requires specialised equipment for three-dimensional loading. Most sublimation apparel production uses a cut-and-sew workflow: fabric is printed in roll form, then cut into pattern pieces and sewn into garments. This approach eliminates the seam and collar printing limitations of direct-to-garment printing and enables truly seamless all-over designs on any garment style.
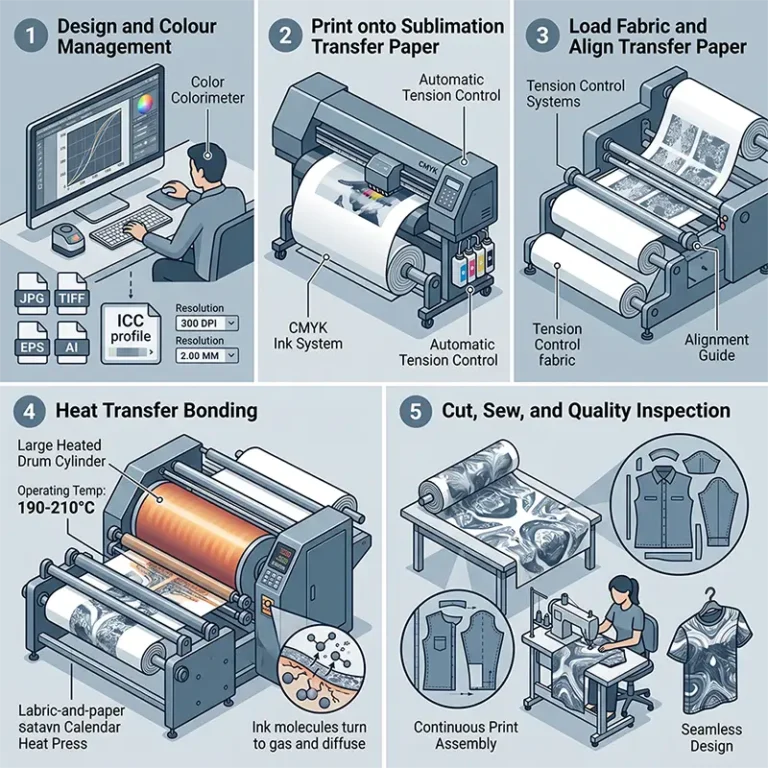
Dye Sublimation Shirt Production Workflow
Artwork is created or imported into RIP software (Maintop, PrintFactory, or RIN). A substrate-specific ICC profile is applied for the target polyester fabric to ensure accurate color reproduction. File formats accepted include JPG, TIFF, PDF, EPS, and AI. Resolution should be set at 100–150 dpi at final print size for production files.
The sublimation printer outputs CMYK ink onto transfer paper in roll form. The XF-19E8-PRO achieves speeds of up to 210 m²/h (recommended) at 1.9 m width; the XF-19E15-PRO reaches 394 m²/h. The built-in intelligent dryer ensures the ink is fully dry before the paper rolls for storage or immediate press feeding. Automatic tension control and ink management systems maintain consistency across long runs.
Polyester fabric (≥ 65% polyester content recommended) is loaded onto the calendar heat press feed system. Transfer paper is aligned face-down onto the fabric surface. Both are fed simultaneously into the calendar roller. Tension control on both the fabric and paper feed prevents misalignment and repeat-pattern shifting during long production runs.
The calendar roller applies heat (typically 190–210°C) and pressure as the fabric-and-paper sandwich passes through. At this temperature, the sublimation ink converts from solid to gas and diffuses into the polyester fibre structure. The XF-60190B(H) operates at 300–400 m/h; the XF-80190B(H) at 600 m/h. Once cooled, the ink is permanently bonded — no additional curing, coating, or drying step is required.
The printed fabric roll is unwound and inspected for colour consistency, sharpness, and registration accuracy. Pattern pieces are cut from the printed fabric according to the garment template. Garments are assembled by sewing. Because the fabric is printed before cutting, every panel — including sleeves, collars, and side panels — carries a continuous, seamless design without the registration challenges of post-assembly printing.
Build a Complete Sublimation Shirt Printing Line
Sublimation Printers
High throughput
XF-19E15-PRO
1.9 m · 15-head industrial sublimation printer
Print heads
15× Epson i3200-A1
Max speed
524 m²/h (1 pass)
Recommended speed
394 m²/h (1 pass)
Print width
75″ / 190 cm
Resolution
3200 dpi
Power
14.5 kW · 210–230 V
Drying
Built-in intelligent hot-air dryer
Software
Maintop (std) · PrintFactory · RIN
Matched with XF-80190B(H) calendar for high-volume production lines.
Calendar Heat Press Machines
High throughput
XF-80190B(H)
Calendar heat press · 1.9 m width · 80 cm drum
Roller width
1.9 m
Roller diameter
80 cm
Transfer speed
600 m/h
Working table
3 m length
Roller material
100% aramid (6 mm)
Temperature range
0–260°C
Power
62 kW · 3-phase 220 V / 380 V
Current
165 A / 96 A · 50 Hz / 60 Hz
Transfer speed of 600 m/h matches the XF-19E15-PRO output. Designed for high-volume textile production facilities.
Laser Cutting Machine
High throughput
FW01
Highly Customizable Laser Cutting Machine
Working area
1800*1000mm
Laser power
80W — 150W (optional)
Vision Camera System
Yes
Cutting Speed
0–6400 mm/min
Motor System
CNC Control System
Repeat resolution
± 0.05 mm
Working table
Caterpillar 360° rotating platform
Document format
DWD/DXF/JPEG/AI/TIFF/PLT/CDR/BMP/GIF
Matched with XF-80190B(H) calendar for high-volume production lines.
Recommended Production Line Configurations
Mid-volume line: XF-19E8-PRO (up to 306 m²/h print speed) + XF-60190B(H) (300–400 m/h transfer speed) — throughput-matched for continuous operation without bottlenecks.
High-volume line: XF-19E15-PRO (up to 524 m²/h print speed) + XF-80190B(H) (600 m/h transfer speed) — the calendar leads the printer in transfer capacity, ensuring the press never holds back production.
Not Sure Which Printer Fits Your Business?
Tell us your production volume. Our senior technical experts will customize a complete, high-ROI digital printing solution for you.
How Dye Sublimation Can Grow Your Shirt Business
Beyond the technical advantages, sublimation printing changes the economics and capabilities of an apparel production business in four significant ways.
Enter the custom sportswear market
Faster sample-to-delivery cycles
Lower inventory risk
Scale without quality degradation
Dye Sublimation Printer for Shirts FAQs
Q1: Can dye sublimation printing be used on cotton shirts?
A: No. Dye sublimation inks only bond with polyester fibres. On cotton, the ink will not transfer effectively and any colour that does appear will wash out quickly. For cotton shirts, DTG (direct-to-garment) or screen printing are the appropriate technologies. For sublimation, the fabric must contain at least 65% polyester — 100% polyester delivers the most vibrant and durable results.
Q2: What percentage of polyester is needed for sublimation printing on shirts?
A: A minimum of 65% polyester content is required for acceptable sublimation results. At 65–80% polyester, colours will appear slightly muted compared to 100% polyester due to the cotton fibres not accepting the ink. For sportswear, performance wear, and any application where colour vibrancy and wash durability are priorities, 100% polyester is strongly recommended.
Q3: How long do sublimation prints last on shirts?
A: Sublimation prints are permanent under normal use and washing conditions. Because the ink bonds chemically into the polyester fibre rather than coating the surface, it cannot crack, peel, or delaminate. Colour vibrancy is maintained across hundreds of industrial wash cycles. The print will typically outlast the fabric itself under standard garment care conditions.
Q4: What is the difference between dye sublimation and DTF printing for shirts?
A: Dye sublimation requires polyester fabric (65% minimum) and uses heat to transfer ink into the fibre — producing a breathable, soft-feel print with no surface layer. DTF (direct-to-film) printing applies a PU adhesive film to the fabric surface and works on both polyester and cotton. Sublimation is preferred for all-over sportswear and performance apparel due to its superior breathability and wash durability. DTF is preferred for cotton garments and applications requiring a raised, tactile print.
Q5: Do I need a heat press as well as a sublimation printer for shirt production?
A: Yes. A sublimation printer prints onto transfer paper — a separate heat press is required to bond the ink into the fabric. For shirt and textile production, a calendar heat press (roller press) is the standard equipment. Xinflying offers the XF-60190B(H) and XF-80190B(H) calendar heat presses, designed to match the throughput of the XF-19E8-PRO and XF-19E15-PRO printers respectively, providing a complete, matched production line from a single supplier.
Q6: What is the minimum order quantity for sublimation shirt printing?
A: There is no minimum order quantity when using dye sublimation printing. Because there are no plates, screens, or setup costs, a single piece can be produced at the same per-unit cost structure as a large run. This makes sublimation particularly well-suited to custom orders, e-commerce fulfilment, sample production, and on-demand apparel businesses.
Find the Right Dye Sublimation Printer for Your Shirt Production
Tell us your production requirements — weekly output target, fabric type, and whether you need a printer only or a complete printer-plus-calendar line — and we will recommend the right configuration for your operation.